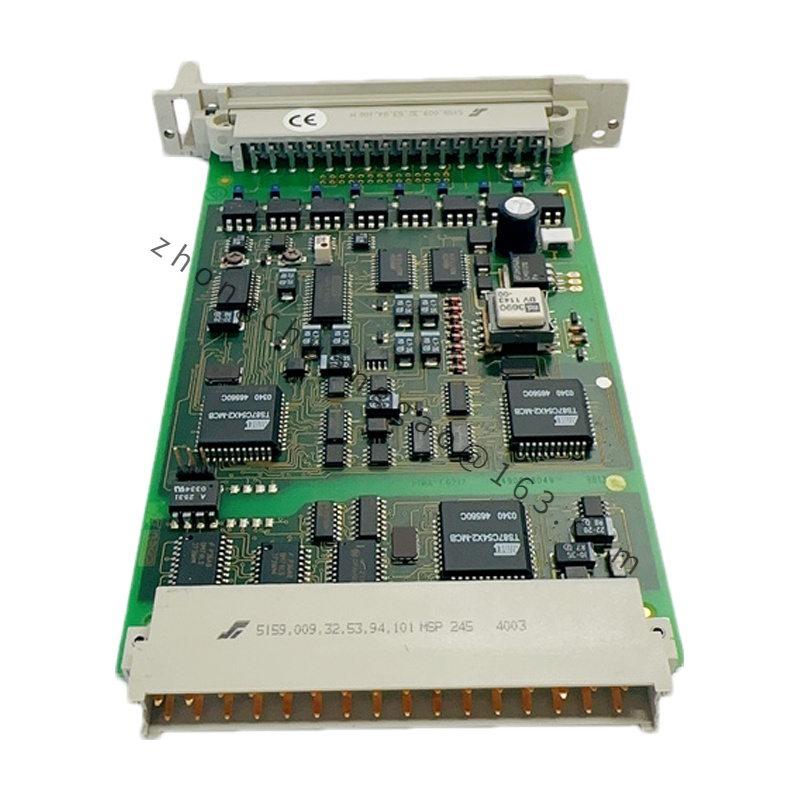
Technical Specifications:
- Brand: Hima
- Model: F7127
- Function: Safety module
- Safety Integrity Level (SIL): Designed to meet specific SIL requirements for safety-critical applications
- Processor: Powerful processor for fast and reliable safety function execution
")











{kind=link}
{kind=link}